一次折彎的最.小折彎邊再給大家算一下
一次折彎的最.小折彎邊的計算
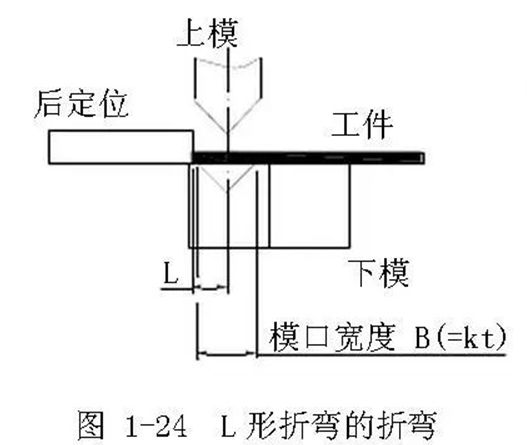
L形折彎的折彎時的起始狀態(tài)如圖1-24所示:
這里很重要的一個參數(shù)是下?����?诘膶挾菳���。由于考慮到折彎效果和模具強度, 不同厚度的材料所需要的?��?趯挾却嬖谝粋€zui小值���。小于該數(shù)值時, 會出現(xiàn)折彎不到位或損壞模具的問題.經(jīng)過實踐證明�, zui小模口寬度和材料厚度的關(guān)系為.
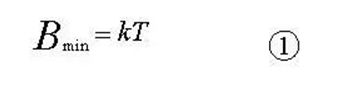
B
min
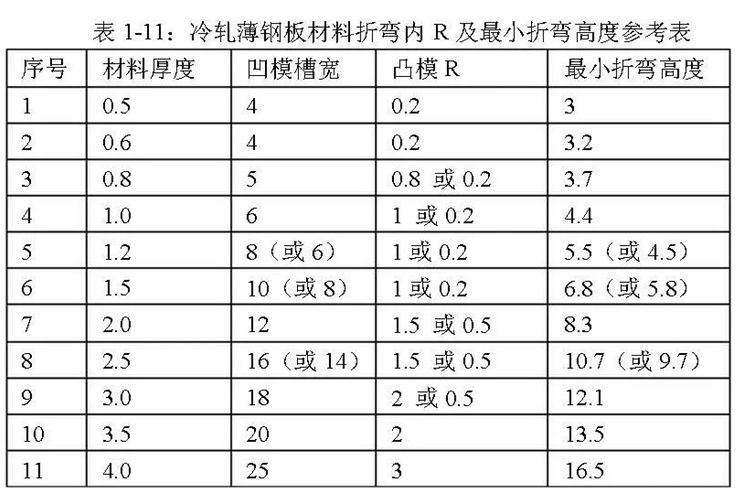
為zui小模寬�����, T為材料厚度�, 計算zui小模口寬度時K=6.目前廠家常用的折彎下模
寬度的規(guī)格如下:
4��,5���,6�,8��,10�,12,14�����,16�����,18�����,20��,25
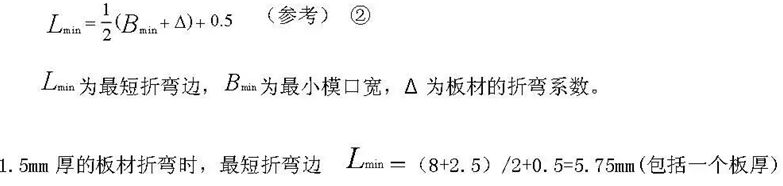
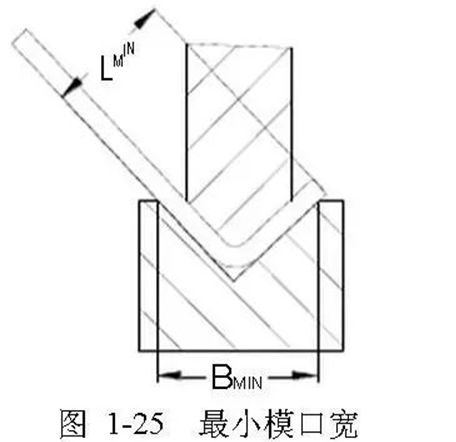
根據(jù)上面的關(guān)系式就可以確定不同的料厚在折彎時所需下模??趯挾鹊淖?小值. 例如1.5mm厚的板材折彎時, B=6*1.5=9 對照上面的模寬系列可以選擇?��?趯挾葹?0mm(或8mm)的下模.從折彎的起始狀態(tài)圖可以看出折彎的邊不能太短�,結(jié)合上面的最.小模口寬度��,得到最短折彎邊的計算公式為②:(見圖1-25所示)
注:
1���、zui小折彎高度包含一個料厚����。
2�����、當(dāng)V形折彎是折彎銳角時����,zui短折彎邊需加大0.5。
3�、當(dāng)零件材料為鋁板和不銹鋼板時,zui小折彎高度會有較小的變化����,鋁板會變小一點,不銹鋼會大一點�����,參考上表即可。




 魯公網(wǎng)安備 37061202000182號
魯公網(wǎng)安備 37061202000182號